[VIP第1年] 指数:3
[VIP第1年] 指数:3
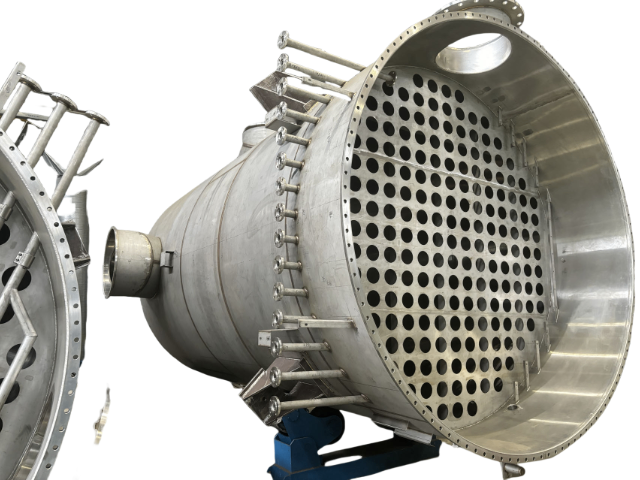
压力容器主要作用:储存、运输有压力的气体或液化气体,或者为这些流体的传热、传质反应提供一个密闭的空间。压力容器的安全附件:(1)安全泄压装置(安全阀、爆破片);(2)计量显示装置(压力表、液面计、温度计)固定式压力容器的分类:(1)按承受压力的等级分为:低压容器、中压容器、高压容器和超高压容器低压(代号L)0.1MPa≤p<1.6MPa;中压(代号M)1.6MPa≤p<10MPa;高压(代号H)10MPa≤p<100MPa;超高压(代号U)p≥100MPa。在能源转化过程中,生物质能的压力容器利用高压环境提高了能量转化率。深圳低温压力容器生产厂家

按材料分为金属与非金属两大类,其中:a)金属中分为钢、铸铁、有色金属与合金。其中有色金属与合金主要用于腐蚀等特殊工况,在生产条件、生产装备、原材料验收与堆放、吊装、运输包装,尤其是焊接等环节有一系列特殊要求。b)钢中以其化学成份又分为碳素钢、低合金钢(前两者主要是强度钢)及高合金钢(主要用于腐蚀、低温、高温等特殊工况)。我国以标准抗拉强度下限>540MPa作为高强钢分界的理由。压力容器到目前为止没有一个严格的定义,单从设计制造角度出发,认为单纯以压力高低来划分压力容器与常压容器不够完善合理,因为在壳体应力水平相同的条件下,容器的直径越大,其积蓄的能量就越多,一旦发生破坏所造成的损失和危害也就越大,因此要求也应不同。海南压力容器制造商在化工行业中,压力容器常用于反应、分离以及储存各种化学物质,确保工艺安全。

气瓶安全使用要求:1、《化学品生产单位特殊作业安全规范》第5.29条:“使用气焊气割动火作业时,乙炔瓶应直立放置,氧气瓶与之间距不应小于5m二者与作业地点间距不应小于10m,并应设置防晒设施。”2、乙炔和氧气应分开存放,乙炔是易燃物,氧气是助燃物。如果乙炔出现泄漏,乙炔与空气混合,遇见火星或者明火则发生爆裂,爆裂又使氧气瓶破坏泄漏出氧气,发生再次爆裂,而且爆裂更加剧烈。4、氧气瓶和乙炔气瓶中应留有余压,避免其它气体流入瓶内,发生混合引发爆裂,乙炔的爆裂极限2.3%到81%,极易发生爆裂。5、氧气瓶严禁单独用绳套吊装,由于氧气瓶内存在高压,稍有不慎,容易爆裂。6、乙炔气瓶不得碰撞,否则会导致内部吸附气体的活性炭碎裂,使气体膨胀空间变大,如遇到温度上升易发生聚合作用而爆裂。
随着金属压力容器行业竞争的不断加剧,大型金属压力容器企业间并购整合与资本运作日趋频繁,国内优良的金属压力容器生产企业愈来愈重视对行业市场的研究,特别是对企业发展环境和客户需求趋势变化的深入研究。正因为如此,一大批国内优良的金属压力容器品牌迅速崛起,逐渐成为金属压力容器行业中的榜样!2003-2007年间,我国金属压力容器行业产值保持高速增长态势,年均复合增长率(CAGR)为26.4%,2008年全年金属压力容器企业的总产值估计达264亿元,同比增长13.90%。2010年金属压力容器行业产值达到350亿元左右的产业规模。2011年385亿左右的规模。2011年12月份,我国生产工业锅炉3.5万蒸发量吨,同比增长32.74 %。数据显示:2011年1-12月,全国工业锅炉的产量达41.3万蒸发量吨,同比增长28.86 %。压力容器的外部涂层可以提高其耐腐蚀性能和美观度。

变形与预防,应力变形及预防,1.火焰切割变形:(1)筒节:大直径壳体短筒节下料(料较长且较窄)时,其端口的火焰切割加工边易发生变形。因切割高温冷却后,加工边产生收缩,直线边变为“弧线”边,筒节辊圆后,其端口就不在一个水平面上,误差较大时,满足不了组对和焊接的要求。应采取对称切割或机械加工等方法避免产生变形。(2)封头:成型封头火焰净料切割后,其端口周边会产生收缩,使封头口径变小。严重时,收缩后的封头口径满足不了尺寸要求。对整体成型的封头端口加工,如采取火焰切割,则其成型模具设计时要考虑切割后的收缩量;对瓣片式组合封头的端口加工,如采取火焰切割,则封头组装时口径要适当放大,以弥补切割后的收缩量。也可采取机械加工的方法避免产生变形。(3)机加工件坯料(主要是钢板坯料):这种坯料多用于压力容器上的大型法兰或密封圈等。火焰切割后,由于钢板胀缩不均,致使坯料板面不平,严重时造成坯料面的加工量不够。应在坯料板切割后进行平整矫形,对难以矫形的坯料板,可适当增大其加工余量。对于高温高压的工作条件,压力容器的设计和材料选择尤为关键,必须具备强度高。海南压力容器制造商
压力容器的设计需要考虑内部介质的腐蚀性和温度压力等因素。深圳低温压力容器生产厂家
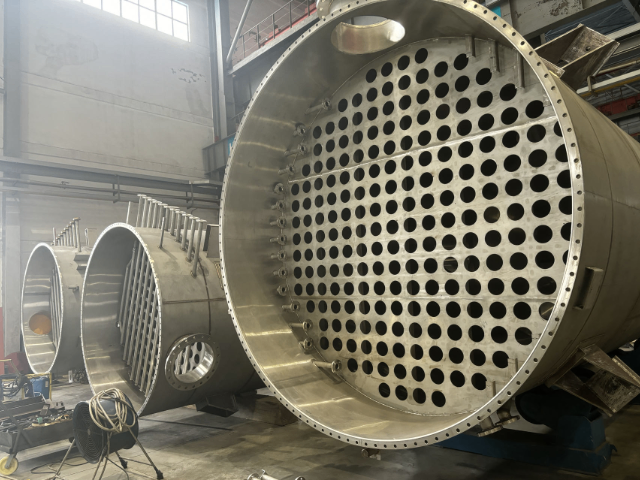
内外部检验,压力容器内外部检验这种检验必须在停车和容器内部清洗干净后才能进行。检验的主要内容除包括外部检查的全部内容外,还要检验内外表面的腐蚀磨损现象;用肉眼和放大镜对所有焊缝、封头过渡区及其他应力集中部位检查有无裂纹,必要时采用超声波或射线探伤检查焊缝内部质量;测量壁厚。若测得壁厚小于容器较小壁厚时,应重新进行强度校核,提出降压使用或修理措施;对可能引起金属材料的金相组织变化的容器,必要时应进行金相检验;高压、超高压容器的主要螺栓应利用磁粉或着色进行有无裂纹的检查等。通过内外部检验,对检验出的缺陷要分析原因并提出处理意见。修理后要进行复验。压力容器内外部检验周期为每三年一次,但对强烈腐蚀性介质、剧毒介质的容器检验周期应予缩短。深圳低温压力容器生产厂家
文章来源地址: http://nengyuan.wwwjgsb.chanpin818.com/sysb/shylrq/deta_27947125.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。